Nel mondo della stampa 3D, affrontare sfide è un'esperienza comune sia per i principianti che per gli appassionati esperti. Che tu stia lavorando al tuo primo progetto o sia un veterano dell'arte, possono sorgere problemi che influenzano la qualità delle tue stampe. Questa guida mira a fornirti le conoscenze per risolvere efficacemente i problemi comuni, assicurando che il tuo percorso nella stampa 3D sia il più fluido e piacevole possibile. Dalla comprensione delle complessità dell'estrusione del filamento al raggiungimento di una perfetta adesione al piano di stampa, esploreremo gli ostacoli più frequenti affrontati durante il processo di stampa e forniremo soluzioni pratiche per superarli. Immergiamoci nel mondo della risoluzione dei problemi di stampa 3D e permettiamoci di creare stampe straordinarie con fiducia!
Problemi con i Modelli 3D
Processo di Stampa
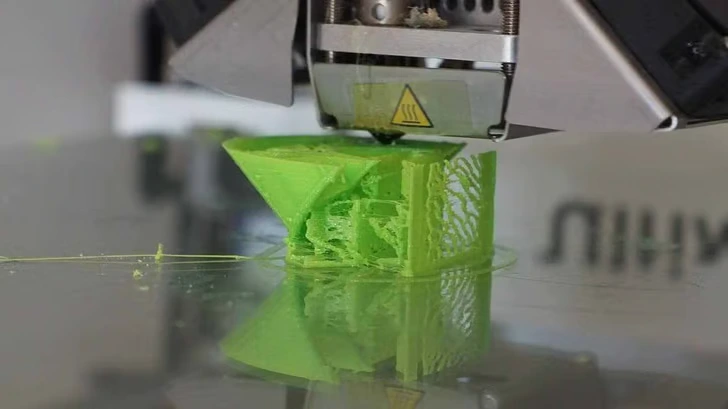
Non Estrusione all'Inizio della Stampa
 Fonte: MatterHackers
Fonte: MatterHackers
È un problema piuttosto comune per i principianti della stampa 3D che la stampa inizi ma nessun filamento si depositi sul piano di stampa mentre la testina di stampa sembra funzionare bene.
Cause e soluzioni suggerite:
- Estrusore non preparato. Restando inattivo ad alta temperatura, l'estrusore può perdere plastica fusa che potrebbe creare un vuoto all'interno dell'ugello. E se ciò accade, la prossima volta che inizi a stampare, potrebbe verificarsi un'estrusione ritardata. Quindi prova a preparare il tuo estrusore e assicurati che ci sia abbastanza plastica per l'estrusione.
- Ugello troppo vicino al piano. Quando il tuo ugello è troppo vicino al piano, non ci sarà spazio per far uscire la plastica dall'estrusore. Puoi controllare l'offset dell'asse Z e regolare l'impostazione per sollevare il tuo ugello più in alto dal piano o abbassare il tuo piano per ottenere lo stesso effetto. Tuttavia, se scegli di muovere il tuo piano, allora è necessaria una ricalibrazione e un ribilanciamento del piano per ottenere buone stampe.
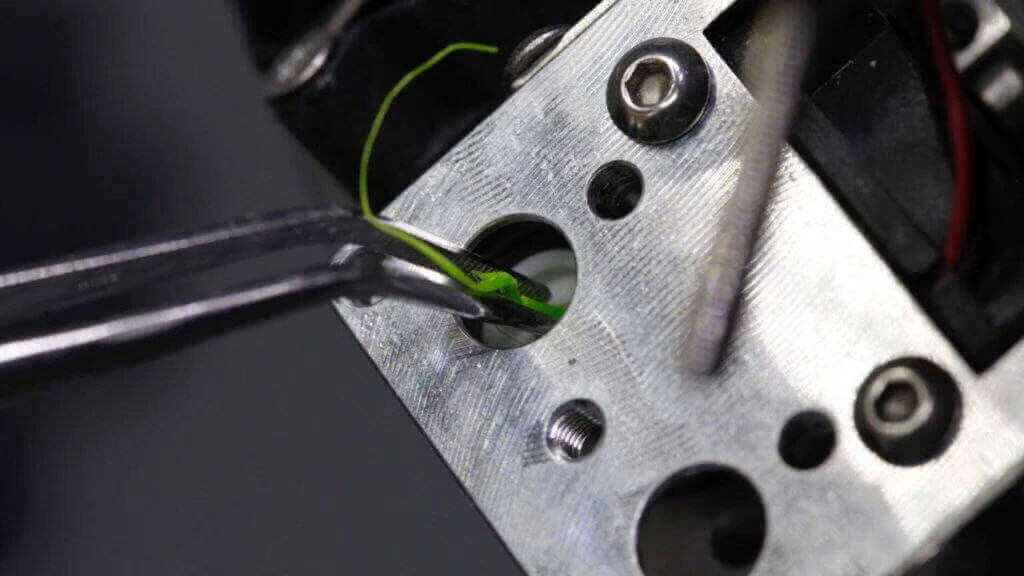
- Filamento strappato contro l'ingranaggio di trasmissione. Oltre a controllare se la tua stampante è senza filamento, è consigliato ispezionare il piccolo ingranaggio di trasmissione. Se il filamento è stato strappato dall'ingranaggio, non sarà in grado di afferrare e muovere correttamente il filamento durante l'estrusione.
- Estrusore/Ugello intasato. Se hai provato le soluzioni precedenti e l'estrusione ancora non funziona bene, potrebbe essere il momento di controllare il componente stesso. Usa una spazzola in filo di ottone, un ago per agopuntura o un filamento di pulizia per eliminare eventuali ostruzioni e ripristinare il flusso corretto.
La Stampa Non Aderisce al Piano
 Fonte: MatterHackers
Fonte: MatterHackers
Una stampante 3D funziona impilando strati, molto simile ai blocchi da costruzione, per creare un modello passo dopo passo. Questo rende il primo strato cruciale per la stabilità dell'intera struttura. Tuttavia, è comune incontrare problemi in cui il primo strato non aderisce correttamente al piano di stampa, portando a ulteriori problemi di stampa. Questo problema spesso deriva da un piano di stampa sporco o irregolare.
Cause e soluzioni suggerite:
- Adesione al piano insufficiente. Se il piano di stampa è troppo liscio o sporco, potrebbe avere difficoltà a mantenere il filamento in posizione. Per affrontare questo problema, inizia pulendo il piano con acqua o alcool isopropilico per rimuovere polvere, oli o residui. Poi, aggiungi un po' di texture applicando uno strato sottile di colla stick o un altro adesivo per migliorare l'adesione del filamento.
- Piano non livellato. Un piano di stampa irregolare può causare un'adesione del filamento incoerente, portando a stampe fallite. Per risolvere questo problema, utilizza la funzione di livellamento della tua stampante o regola manualmente le viti sul piano per assicurarti che sia perfettamente livellato. Un foglio di carta può essere utilizzato per misurare la distanza corretta tra l'ugello e il piano: ci dovrebbe essere una leggera resistenza quando si fa scorrere la carta sotto l'ugello.
- Ugello troppo alto. Se l'ugello è posizionato troppo lontano dal piano di stampa, il filamento potrebbe non aderire correttamente, risultando in una scarsa adesione del primo strato. Regola l'offset Z o abbassa leggermente l'ugello per avvicinarlo al piano di stampa. Il primo strato dovrebbe apparire liscio e uniforme, non filamentoso o allentato.
- Stampa troppo veloce. Stampare a velocità elevate può impedire al filamento di aderire correttamente al piano, specialmente durante il primo strato. Riduci la velocità di stampa nelle impostazioni del tuo slicer, concentrandoti specificamente sulla velocità del primo strato. Velocità più lente permettono al filamento di aderire più saldamente al piano e migliorano la qualità complessiva della stampa.
Strato Inferiore Gonfio (Piede d'Elefante)
 Fonte: MatterHackers
Fonte: MatterHackers
A volte gli angoli o i bordi del modello stampato si incurvano verso l'esterno, creando un rigonfiamento alla base della stampa. Questo problema, comunemente noto come "piede d'elefante", si verifica spesso vicino alla parte inferiore della stampa o su superfici adiacenti al piano di stampa.
Cause e soluzioni suggerite:
- Temperatura del piano troppo alta. Un piano di stampa troppo caldo può causare l'ammorbidimento e la diffusione del filamento sotto il peso del modello. Abbassa leggermente la temperatura del piano per trovare il giusto equilibrio tra adesione e stabilità.
- Tasso di flusso di estrusione superiore al 100%. Un'eccessiva estrusione può portare a un deposito eccessivo di filamento, causando rigonfiamenti. Riduci il tasso di flusso di estrusione nelle impostazioni del tuo slicer per garantire un'uscita di materiale corretta.
- Mancanza di raffreddamento del primo strato. Un raffreddamento insufficiente durante il primo strato può impedire al filamento di solidificarsi correttamente. Aumenta la velocità della ventola dopo i primi strati per solidificare il filamento e prevenire deformazioni.
Interruzione dell'Estrusione a Metà Stampa
 Fonte: MatterHackers
Fonte: MatterHackers
Se la tua stampante 3D smette improvvisamente di estrudere filamento durante la stampa, può causare lacune o stampe incomplete. Questo problema può verificarsi per diverse ragioni, spesso legate al processo di alimentazione del filamento o all'ugello.
Cause e soluzioni suggerite:
- Filamento esaurito. Se il filamento si esaurisce durante la stampa, l'estrusore non sarà in grado di alimentare altro materiale. Controlla la bobina di filamento e sostituiscila se è vuota. La maggior parte delle stampanti mostrerà un avviso se il filamento sta per finire, quindi assicurati di controllare periodicamente la stampa.
- Filamento strappato contro l'ingranaggio di trasmissione. A volte il filamento può strapparsi o scivolare contro l'ingranaggio di trasmissione, rendendo difficile per l'estrusore spingere il filamento in avanti. Ispeziona il piccolo ingranaggio di trasmissione per vedere se è danneggiato o intasato. Puliscilo con cura o sostituiscilo se necessario per garantire un'alimentazione corretta del filamento.
- Ugello intasato. Un ugello intasato può impedire al filamento di fluire correttamente, causando l'interruzione dell'estrusione da parte della stampante. Per risolvere questo problema, puoi utilizzare uno strumento di pulizia, come un ago o una spazzola di ottone, per rimuovere eventuali ostruzioni.
Superficie Esterna
Increspature e Echi nella Stampa
 Fonte: All3DP
Fonte: All3DP
Le increspature e gli echi nella stampa sono imperfezioni superficiali che appaiono come onde sottili o motivi ripetitivi sulla tua stampa 3D. Possono apparire come piccole creste o scanalature che somigliano a increspature sull'acqua. Spesso si verificano a causa di vibrazioni residue o movimenti della testina di stampa, che possono rendere la superficie irregolare o ondulata.
Cause e soluzioni suggerite:
- Troppe vibrazioni. Vibrazioni eccessive nella stampante, spesso causate da una superficie instabile o traballante, possono provocare increspature o echi sull'oggetto stampato. Per risolvere questo problema, posiziona la tua stampante 3D su una superficie robusta e priva di vibrazioni. Puoi anche provare ad aggiungere ammortizzatori di vibrazioni o isolare la stampante dalle vibrazioni esterne.
- Cuscinetti usurati. Col tempo, i cuscinetti nelle parti mobili della stampante possono usurarsi, portando a movimenti imprecisi che lasciano increspature nella stampa. Controlla i cuscinetti e sostituiscili se necessario. Una manutenzione regolare e una lubrificazione possono aiutare a prevenire questo problema.
- Cinghie e/o bulloni allentati. Cinghie o bulloni allentati possono causare movimenti irregolari della testina di stampa, risultando in strati irregolari e increspature. Controlla la presenza di cinghie e bulloni allentati o usurati, e stringili o sostituiscili secondo necessità. Ispeziona e mantieni regolarmente questi componenti per garantire movimenti fluidi.
- Mancanza di lubrificazione. Una lubrificazione inadeguata delle parti mobili può portare a attriti, che potrebbero causare movimenti irregolari e imperfezioni sulla superficie. Applica il lubrificante raccomandato su guide, aste e cuscinetti regolarmente per garantire un movimento fluido e costante della testina di stampa.
Bolle/Brufoli sulla Superficie
 Source: MatterHackers
Source: MatterHackers
Bolle o piccoli brufoli sulla superficie di una stampa 3D sono imperfezioni antiestetiche che possono interrompere la finitura liscia del tuo modello. Questi sono solitamente causati da problemi durante l'estrusione, come un improvviso accumulo di filamento o un movimento incoerente dell'ugello.
Cause e soluzioni suggerite:
- Ugello ostruito. Un ugello parzialmente ostruito può portare a un flusso di filamento irregolare, causando la formazione di bolle sulla superficie. Pulisci l'ugello usando una spazzola di ottone, filamento di pulizia o un ago per garantire un'estrusione fluida.
- Impostazioni di ritrazione errate. Una ritrazione impropria può causare un eccesso di filamento che fuoriesce quando l'ugello si ferma e riparte, lasciando bolle sulla stampa. Regola la distanza e la velocità di ritrazione nelle impostazioni del tuo slicer per minimizzare la fuoriuscita durante i movimenti di viaggio.
Cicatrici sulla Superficie Superiore/Cicatrici Diagonali
 Source: MatterHackers
Source: MatterHackers
Linee diagonali o cicatrici appaiono sullo strato superiore della tua stampa 3D, tipicamente correndo diagonalmente da un lato all'altro. Affrontare queste cicatrici richiede aggiustamenti sia agli aspetti meccanici che software della tua stampante.
Cause e soluzioni suggerite:
- Disattiva il combing. Il combing è una tecnica di stampa in cui l'ugello si muove attraverso aree già stampate per evitare di creare segni sulla superficie. Tuttavia, quando non è configurato correttamente, può lasciare cicatrici diagonali sulla stampa. Prova a disabilitare la funzione "combing" nelle impostazioni del tuo slicer, il che impedirà all'ugello di trascinarsi attraverso aree già stampate, specialmente sugli strati superiori.
- Aumenta la quantità di ritrazione. Una ritrazione insufficiente può causare un eccesso di filamento che fuoriesce quando l'ugello si muove tra le aree di stampa, lasciando cicatrici antiestetiche. Aumenta la distanza di ritrazione nelle impostazioni del tuo slicer per garantire che il filamento sia adeguatamente ritirato durante i movimenti di viaggio, riducendo stringhe e cicatrici.
- Controlla l'estrusione. Un'eccessiva estrusione o un'estrusione incoerente possono portare a un deposito eccessivo di materiale, che può risultare in segni o cicatrici sulla superficie della stampa. Controlla il tuo moltiplicatore di estrusione e assicurati che sia correttamente calibrato. Puoi regolare questo nel tuo slicer per ridurre qualsiasi materiale in eccesso che potrebbe contribuire al problema.
- Regola la temperatura dell'ugello. Se la temperatura dell'ugello è troppo alta, il filamento potrebbe fluire troppo facilmente, causando un eccesso di materiale che cola e lascia segni sulla superficie. Abbassa leggermente la temperatura dell'ugello all'interno dell'intervallo raccomandato per il tuo filamento per ridurre il "stringing" e migliorare la finitura degli strati superiori.
- Aumenta lo Z-lift. Un'impostazione di Z-lift bassa può causare il trascinamento dell'ugello lungo la superficie di stampa durante i movimenti di viaggio, specialmente attraverso gli strati superiori, lasciando cicatrici. Aumenta lo Z-lift o lo Z-hop nelle impostazioni del tuo slicer, assicurandoti che l'ugello si sollevi sufficientemente sopra le aree stampate quando si sposta alla sezione successiva della stampa. Questo semplice aggiustamento può prevenire la comparsa di segni indesiderati sugli strati superiori.
Infill
Infill Disordinato o Debole
 Fonte: MatterHackers
Fonte: MatterHackers
L'infill forma la struttura interna della tua stampa 3D, fornendo fermezza e stabilità. Produrre un infill pulito e forte è essenziale per la durata e la funzionalità del tuo modello. Tuttavia, impostazioni errate del slicer o problemi meccanici possono portare a un infill debole, disordinato o incoerente.
Cause e soluzioni suggerite:
- Bassa densità di infill. Controlla le impostazioni del tuo slicer per la densità di infill. Per la maggior parte dei modelli, è raccomandata una densità di almeno il 15%, mentre parti strutturali o funzionali possono richiedere il 50% o più. Regola questo valore in base allo scopo e alle dimensioni del tuo modello.
- Alta velocità di infill. Stampare l'infill troppo velocemente può causare problemi di estrusione, specialmente se il materiale non può fluire abbastanza velocemente. Riduci la velocità di infill se incontri problemi di estrusione, assicurando un equilibrio tra qualità di stampa e flusso di materiale.
- Schema di infill improprio. Utilizzare uno schema di infill non adatto può compromettere la resistenza della stampa o causare una distribuzione della pressione non uniforme. Puoi selezionare lo schema di infill appropriato per i requisiti del tuo modello, come griglia, triangolo, nido d'ape e altri.
L'infill è Visibile all'Esterno della Stampa
 Fonte: MatterHackers
Fonte: MatterHackers
Durante il processo di stampa, le pareti esterne e l'infill possono talvolta toccarsi, risultando in segni visibili o modelli sulla superficie della stampa. Questo problema può far sembrare che l'infill stia trasparendo attraverso le pareti esterne. Fortunatamente, apportando alcune regolazioni alle tue impostazioni, è possibile risolvere questo problema.
Cause e soluzioni suggerite:
- Parete troppo sottile. Come regola generale, le pareti più sottili sono più trasparenti, rendendo visibile la struttura interna dell'infill. Se lo spessore della parete è impostato troppo basso, l'infill sarà visibile all'esterno. Per evitare che ciò accada, prima della stampa, aumenta lo spessore della parete ad almeno 3 volte il perimetro o il valore raccomandato nelle impostazioni del tuo slicer.
- Sovrapposizione di infill alta. Se la sovrapposizione tra l'infill e la parete esterna è impostata troppo alta, può causare l'infiltrazione dell'infill nelle pareti esterne, creando segni visibili. Riduci l'impostazione di sovrapposizione dell'infill nel tuo slicer per assicurarti che l'infill rimanga confinato all'interno, evitando che traspaia. Un valore tra il 10-30% è tipicamente ideale, a seconda del tuo materiale e delle impostazioni di stampa.
- "Infill prima delle pareti" non disabilitato. Se l'infill viene stampato prima delle pareti esterne, può spingere contro le pareti mentre si formano, causando segni visibili o rigonfiamenti sulla superficie. Per evitare ciò, disabilita l'opzione "infill prima delle pareti" nelle impostazioni del tuo slicer. Stampando prima le pareti, l'infill si adatterà perfettamente all'interno senza influire sulla qualità della superficie esterna.
Angolo
Piegatura o Deformazione degli Angoli
 Fonte: MatterHackers
Fonte: MatterHackers
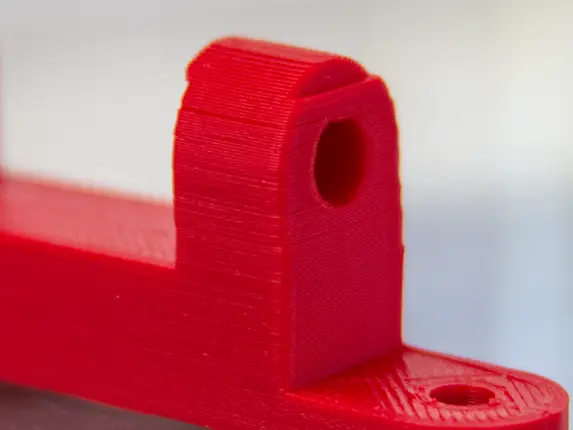
La piegatura o deformazione degli angoli si verifica quando i bordi della tua stampa si sollevano dal piano di stampa, causando la perdita della forma prevista del modello. Questo problema è comune, soprattutto con stampe più grandi o angoli acuti.
Cause e soluzioni suggerite:
- I filamenti si restringono quando si raffreddano. Man mano che il filamento si raffredda, può contrarsi, tirando verso l'alto i bordi della stampa. Per il primo strato, per risolvere questo problema, utilizza colle o adesivi per mantenerlo attaccato al piano di stampa.
- Angolo acuto o sottile. Gli angoli acuti o sottili sono più inclini a deformarsi perché si raffreddano più velocemente e hanno una minore superficie di adesione. Per ridurre la deformazione, prova ad aggiungere smussi o raccordi al design per arrotondare gli angoli acuti.
Strato
Spostamento degli Strati
 Fonte: MatterHackers
Fonte: MatterHackers
Man mano che la stampa progredisce strato per strato, potresti notare una leggera deviazione nel modello, come se le aste fossero spostate, causando l'allineamento errato di alcune parti della stampa. Questo problema è spesso causato da guasti meccanici nella macchina, come cinghie allentate o disallineamento dell'ugello.
Cause e soluzioni suggerite:
- Stampa troppo veloce. Velocità di stampa elevate possono sovraccaricare i motori passo-passo della stampante, facendoli perdere passi e disallineare gli strati. Riduci la velocità di stampa nelle impostazioni del tuo slicer per garantire che la stampante possa posizionare accuratamente l'ugello per ogni strato. Rallentare le impostazioni di accelerazione e jerk può anche migliorare la precisione.
- L'ugello si blocca sulla sezione deformata della stampa. Se la stampa si deforma, l'ugello può collidere con le sezioni sollevate, interrompendo l'allineamento. Usa un piano riscaldato e applica adesivi come colla stick o nastro per prevenire la deformazione. Inoltre, abilita la funzione "Z-hop" nel tuo slicer per sollevare leggermente l'ugello quando si sposta attraverso la stampa.
- Guasto della cinghia. Controlla le pulegge collegate alle cinghie e assicurati che siano serrate correttamente. Pulegge allentate possono scivolare durante la stampa, portando a strati disallineati. Ispeziona le cinghie per tensione e usura. Cinghie troppo allentate o troppo tese possono saltare i denti sull'ingranaggio, causando spostamenti degli strati. Regola la tensione della cinghia secondo il manuale della tua stampante e sostituisci le cinghie usurate se necessario.
Sottile e Debole (Sotto-estrusione)
 Fonte: MatterHackers
Fonte: MatterHackers
Se la tua stampa assomiglia a cera fusa, con filamenti filamentosi che si estendono attraverso il modello, spazi visibili tra gli strati o estrusione irregolare, è probabile che sia dovuto a un problema con le impostazioni del filamento, la temperatura di estrusione o l'hardware di estrusione stesso.
Cause e soluzioni suggerite:
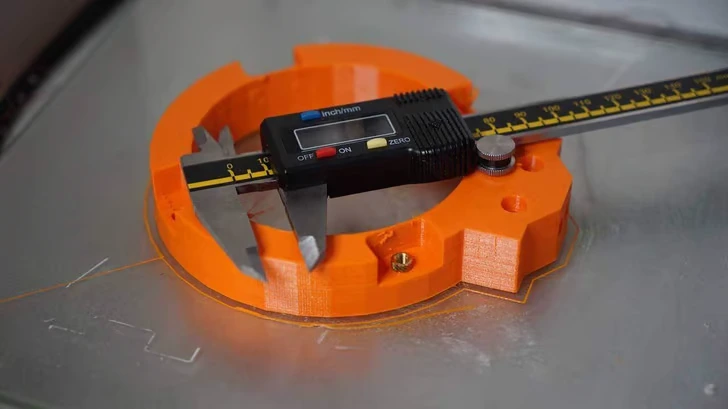
- Diametro del filamento improprio. L'uso di un filamento con un diametro errato o uno spessore non uniforme può causare un'estrusione irregolare. Controlla che il diametro del filamento corrisponda alle specifiche impostate nelle impostazioni del tuo slicer. Se non sei sicuro, misura il diametro del filamento in più punti con un calibro e aggiorna di conseguenza lo slicer per garantire tassi di flusso accurati.
- Bassa temperatura di estrusione. Una bassa temperatura di estrusione può impedire al filamento di sciogliersi correttamente, portando a un legame scarso tra gli strati e un'uscita filamentosa o irregolare. Aumenta gradualmente la temperatura dell'ugello in piccoli incrementi (ad esempio, 5°C) fino a ottenere un'estrusione liscia e costante, rimanendo entro l'intervallo raccomandato per il tuo tipo di filamento.
- Ugello o estrusore intasato. Un ugello o estrusore parzialmente intasato può limitare il flusso del filamento, risultando in strati irregolari o spazi vuoti nella stampa. Pulisci l'ugello usando una spazzola di ottone o un filamento di pulizia.
La Stampa Sembra Filamentosa e Cadente (Sovra-estrusione)
 Fonte: 3DBenchy
Fonte: 3DBenchy
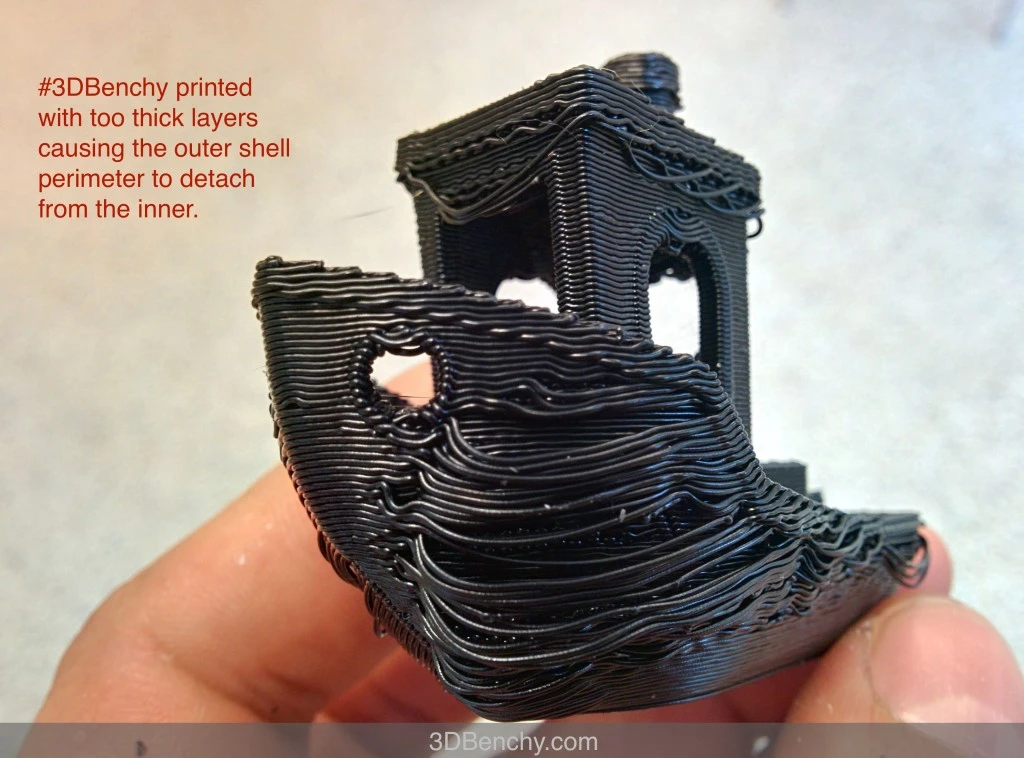
Quando il moltiplicatore di estrusione è impostato in modo errato, la stampante può produrre strati esterni eccessivamente spessi, facendo apparire le pareti esterne staccate dagli strati interni. Questo può risultare in linee o fili visibili che sembrano pendere liberamente sulla stampa.
Cause e soluzioni suggerite:
- Troppa estrusione. Un'estrusione eccessiva può portare a strati sovrariempiti, che possono causare il trabocco del filamento e creare pareti esterne staccate. Per affrontare questo problema, abbassa il moltiplicatore di estrusione o il tasso di flusso nelle impostazioni del tuo slicer.
- Velocità di flusso troppo elevata. Stampare a velocità di flusso elevate può portare la stampante a depositare più materiale del necessario, causando un'adesione incoerente tra gli strati. Riduci la velocità di stampa, in particolare per le pareti esterne, per permettere al filamento di stabilizzarsi e aderire uniformemente.
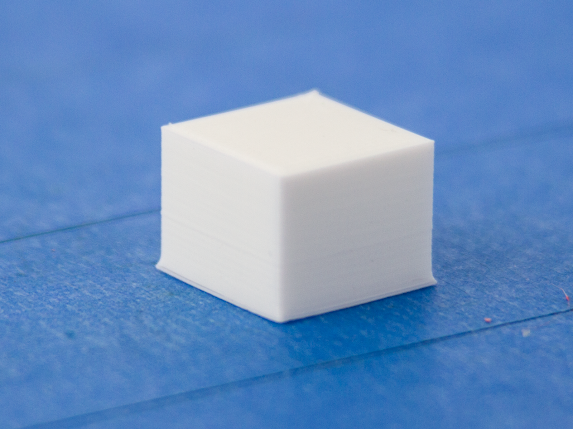
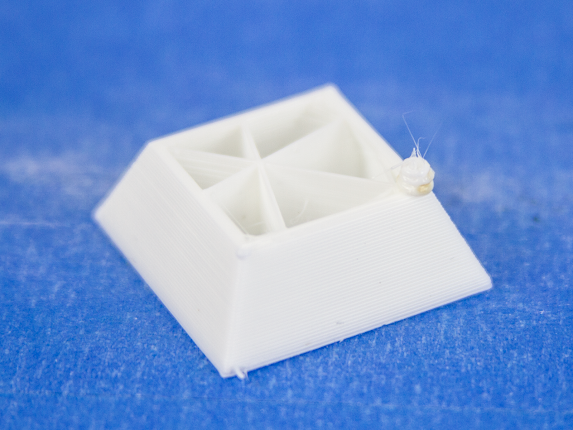
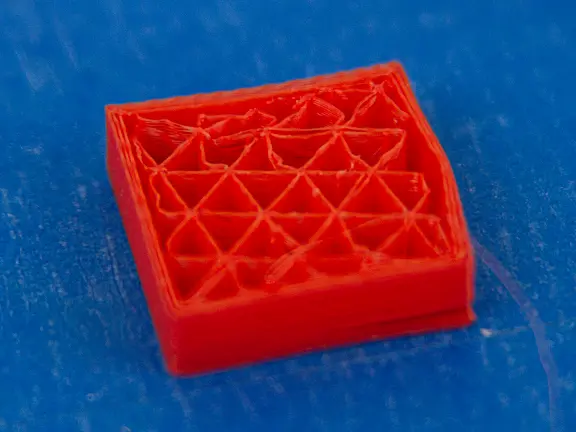
Cavità e Aree Depresse nello Strato Superiore (Pillowing)
 Fonte: MatterHackers
Fonte: MatterHackers
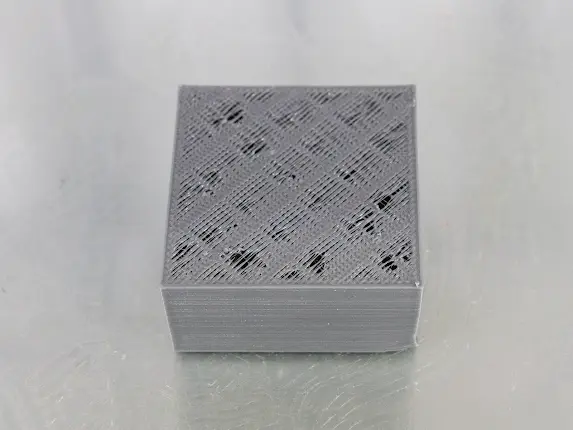
Potresti notare buchi, spazi vuoti o aree ruvide nello strato superiore della tua stampa, conferendole un aspetto collassato o irregolare. Questo problema comune di stampa è chiamato pillowing e si verifica tipicamente quando lo strato superiore manca di supporto sufficiente o di impostazioni adeguate per garantire una finitura liscia e solida.
Cause e soluzioni suggerite:
- Spessore insufficiente dello strato superiore. Uno strato superiore sottile potrebbe non fornire abbastanza materiale per coprire completamente l'infill, portando a spazi visibili o punti deboli. Aumenta il numero di strati superiori nelle impostazioni del tuo slicer o aumenta lo spessore dello strato superiore.
- Raffreddamento dello strato superiore troppo lento. Se il raffreddamento per lo strato superiore è insufficiente, il filamento potrebbe rimanere troppo morbido per coprire correttamente l'infill sottostante. Regola la velocità della ventola di raffreddamento per garantire che il filamento si solidifichi uniformemente. Tuttavia, evita un raffreddamento eccessivo per materiali come l'ABS che richiedono temperature più elevate per prevenire deformazioni.
- Bassa densità di infill o schema di infill allentato. Un infill sparso o strutturato in modo lasco potrebbe non supportare adeguatamente gli strati superiori, facendoli affondare negli spazi vuoti. Aumenta la densità di infill almeno al 20-30% o passa a uno schema di infill più stabile, come griglia o gyroid, per fornire un migliore supporto per lo strato superiore.
Separazione degli Strati (Delaminazione)
 Fonte: MatterHackers
Fonte: MatterHackers
Quando gli strati non riescono ad aderire l'uno all'altro o al letto di stampa, può compromettere l'integrità strutturale della stampa, portando a deformazioni, crepe o fallimenti completi. Nella maggior parte dei casi, questo problema è strettamente correlato a variazioni nelle temperature di raffreddamento tra ogni strato.
Cause e soluzioni suggerite:
- Temperatura di stampa bassa. Se la temperatura dell'ugello è troppo bassa, il filamento potrebbe non sciogliersi sufficientemente per legarsi con lo strato sottostante. Aumenta la temperatura di stampa in piccoli incrementi entro l'intervallo raccomandato per il tuo tipo di filamento per garantire un'adesione corretta.
- Raffreddamento degli strati eccessivo. Un raffreddamento eccessivo può solidificare il filamento troppo rapidamente, impedendogli di legarsi efficacemente con lo strato precedente. Riduci la velocità della ventola per gli strati iniziali o disabilita completamente il raffreddamento per materiali che richiedono temperature più elevate, come ABS o PETG.
- Altezza dello strato troppo grande. Utilizzare un'altezza dello strato troppo grande riduce l'area di contatto tra gli strati, indebolendo il loro legame. Regola l'altezza dello strato a non più del 75% del diametro del tuo ugello (ad es., 0,3 mm per un ugello da 0,4 mm) per una migliore adesione.
Supporti
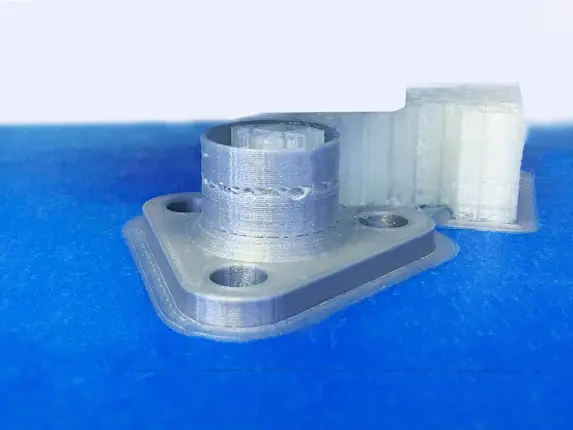
Supporti Staccati o Spostati Durante la Stampa
 Fonte: All3DP
I supporti svolgono un ruolo fondamentale nel stabilizzare sporgenze e parti complesse durante la stampa 3D. Tuttavia, se i supporti si staccano o si muovono durante il processo, potrebbero non fornire una stabilità adeguata, portando a difetti nella stampa finale. Questo problema spesso si verifica a causa di impostazioni di stampa improprie o fattori ambientali.
Fonte: All3DP
I supporti svolgono un ruolo fondamentale nel stabilizzare sporgenze e parti complesse durante la stampa 3D. Tuttavia, se i supporti si staccano o si muovono durante il processo, potrebbero non fornire una stabilità adeguata, portando a difetti nella stampa finale. Questo problema spesso si verifica a causa di impostazioni di stampa improprie o fattori ambientali.
Cause e soluzioni suggerite:
- Stampe sono cave o grandi. Stampe grandi o cave potrebbero non avere la stabilità necessaria per ancorare i supporti in modo sicuro. Considera di aggiungere più riempimento per fornire una base più solida per i supporti o di aumentare la densità dei supporti nelle impostazioni del tuo slicer.
- Supporti deboli. Se i supporti stessi sono troppo sottili o fragili, potrebbero rompersi o staccarsi durante la stampa. Aumenta lo spessore dei supporti o regola il tipo di supporto nel tuo slicer per assicurarti che siano abbastanza forti da rimanere stabili durante tutto il processo.
- Letto non uniforme. Un letto di stampa non uniforme può causare il distacco dei supporti a causa di un'adesione inconsistente. Rilivella il letto e assicurati che sia pulito per fornire una superficie piatta e stabile a cui i supporti possano aderire correttamente.
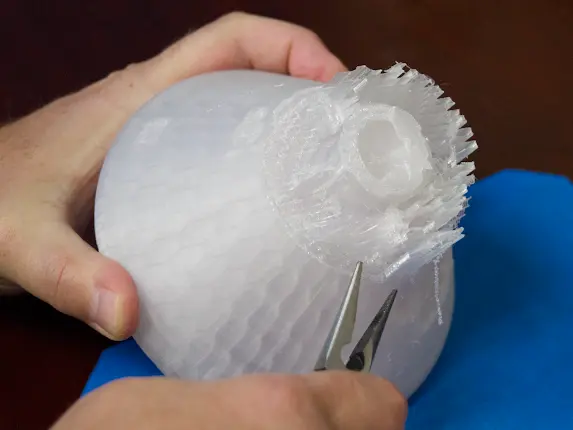
Supporti Difficili da Rimuovere
 Fonte: MatterHackers
Fonte: MatterHackers
Un problema comune nella stampa 3D è che i supporti siano troppo difficili da staccare dal modello. Questo può portare a danni superficiali, spreco di materiale e tempo extra di post-elaborazione.
Cause e soluzioni suggerite:
- Distanza Z impropria. Se la distanza Z tra i supporti e il modello è troppo piccola, i supporti potrebbero legarsi troppo strettamente, rendendoli difficili da rimuovere. Un punto di partenza comune per questa impostazione è 0,1 mm, ma molti utenti trovano risultati migliori aumentandola a 0,2 mm o più. Puoi regolare questo parametro nelle impostazioni del tuo slicer nella sezione "Materiale di Supporto". Sperimenta con la distanza Z per trovare il giusto equilibrio tra fornire un supporto adeguato e garantire che i supporti possano essere rimossi facilmente.
Altri
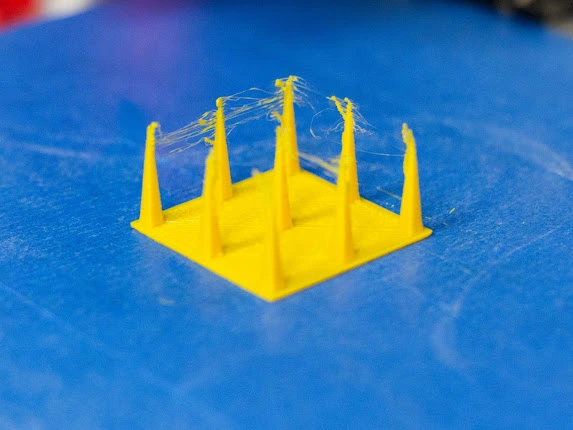
Stampe Pelose (Stringing)
 Fonte: MatterHackers
Fonte: MatterHackers
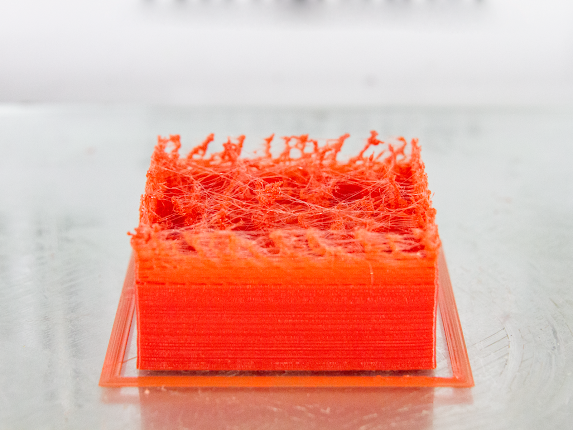
Quando la testina di stampa si sposta tra le sezioni di una stampa, il filamento può fuoriuscire dall'ugello, lasciando sottili fili o "peli" sulla superficie. Questo problema, noto come stringing, può influire negativamente sull'aspetto della stampa e richiede aggiustamenti per prevenirlo.
Cause e soluzioni suggerite:
- Movimento dell'estrusore lento tra le parti. Se l'estrusore si muove troppo lentamente durante lo spostamento tra le parti, aumenta la probabilità di fuoriuscita del filamento. Per affrontare questo problema, aumenta la velocità di spostamento nelle impostazioni del tuo slicer per ridurre il tempo che l'ugello trascorre su aree aperte dove può verificarsi lo stringing.
- Ritrattazione del filamento troppo corta. Lunghezze di ritrattazione corte o velocità di ritrattazione insufficienti possono non tirare indietro il filamento abbastanza durante i movimenti di spostamento, permettendo che fuoriesca. Regola le impostazioni di ritrattazione aumentando la distanza e la velocità di ritrattazione nel tuo slicer.
- La stampante attraversa i perimetri. Se la testina di stampa attraversa frequentemente spazi aperti o perimetri durante lo spostamento, potrebbe lasciare dietro di sé dei fili. Abilita l'opzione "Evita di Attraversare i Perimetri" nel tuo slicer per ottimizzare i percorsi di spostamento, minimizzando i movimenti non necessari su aree aperte.
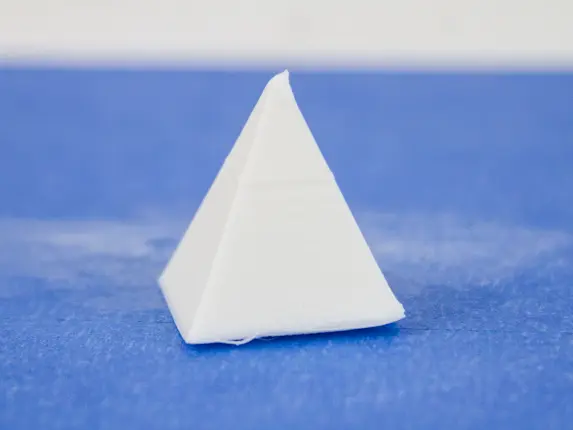
Piccole Alette e Dischi Attaccati alla Stampa (Ragging)
 Fonte: All3DP
Fonte: All3DP
Il ragging si riferisce a piccole alette o dischi che appaiono sulla superficie di una stampa 3D. Queste imperfezioni spesso si formano quando la resina non si indurisce uniformemente, portando all'indurimento di materiale in eccesso in aree non previste.
Cause e soluzioni suggerite:
- Particelle nella resina. Polvere, detriti o particelle di resina indurita che galleggiano nel serbatoio della resina possono attaccarsi alla stampa, creando indesiderati "aletti". Per prevenire questo, filtra regolarmente la tua resina utilizzando un setaccio fine o un filtro dedicato per resina per rimuovere le impurità.
- Resina depositata. Se la resina è rimasta ferma, i pigmenti più pesanti possono depositarsi, causando una polimerizzazione irregolare e imperfezioni. Mescola delicatamente la resina con uno strumento pulito o agita la bottiglia prima di versarla nel serbatoio per garantire una distribuzione uniforme del materiale.
- Superfici ottiche contaminate. Polvere o macchie sulle superfici ottiche della stampante, come lo schermo LCD o gli specchi, possono diffondere la luce durante la polimerizzazione, portando a punti induriti indesiderati. Segui le linee guida del produttore e pulisci le superfici ottiche.
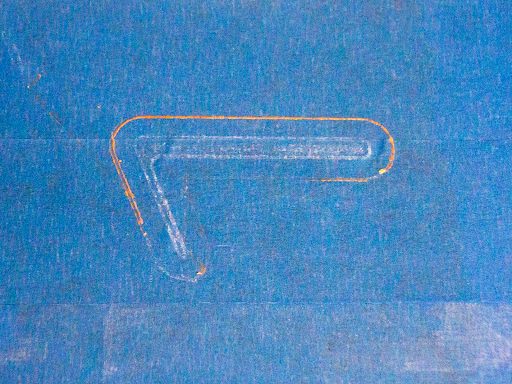
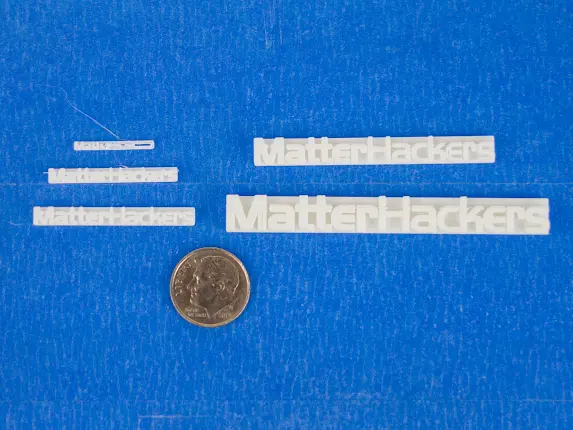
Piccole Caratteristiche non Stampate
 Fonte: MatterHackers
Fonte: MatterHackers
A volte, piccoli dettagli o caratteristiche fini in un modello 3D non appaiono nella stampa finale. Questo accade spesso perché la stampante non riesce a processare o replicare correttamente questi elementi intricati a causa di limitazioni di risoluzione o impostazioni.
Cause e soluzioni suggerite:
- Bassa risoluzione dei dettagli. Se la risoluzione della stampante o la dimensione dell'ugello è troppo grande, potrebbe non essere in grado di gestire dettagli fini. Usa un ugello più piccolo e aumenta la risoluzione di stampa regolando l'altezza del layer a un'impostazione più fine nel tuo slicer. Questo permette alla stampante di catturare caratteristiche più piccole con maggiore precisione.
- Rilevamento delle pareti sottili non abilitato. Se il rilevamento delle pareti sottili è disattivato, il slicer potrebbe ignorare caratteristiche strette che sono più piccole del diametro dell'ugello. Abilita "Rilevamento Pareti Sottili" o un'impostazione simile nel tuo slicer per garantire che le parti strette del modello siano incluse nella stampa. Questo può aiutare a preservare dettagli fini che altrimenti potrebbero essere ignorati.
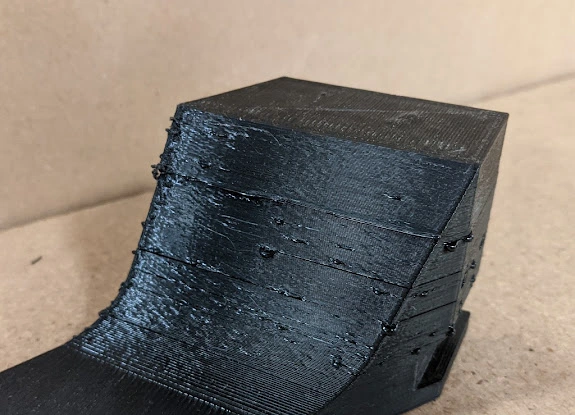
Sporgenze o Sezioni Cadenti nella Stampa
 Fonte: MatterHackers
Fonte: MatterHackers
Le sporgenze o le sezioni cadenti si verificano quando il filamento non riesce a mantenere la sua forma in aree che si estendono verso l'esterno senza un supporto sufficiente. Questi problemi spesso risultano in sezioni cadenti, irregolari o disordinate della stampa, che possono compromettere la qualità complessiva e l'estetica del modello.
Cause e soluzioni suggerite:
- Mancanza di supporti. Quando le sporgenze non hanno un supporto sufficiente, il filamento non ha nulla su cui poggiarsi e tende a cedere. Abilita le strutture di supporto nelle impostazioni del tuo slicer per le aree con sporgenze. Scegli una densità e un posizionamento del supporto appropriati per fornire stabilità riducendo al minimo la pulizia.
- Angolo di sporgenza troppo grande. Le sporgenze con angoli superiori a 45 gradi rispetto all'asse verticale sono più soggette a cedimenti. Considera di riorientare il modello per ridurre gli angoli di sporgenza o utilizza le impostazioni del slicer per ottimizzare il raffreddamento e l'estrusione per una migliore gestione degli angoli ripidi.
- Stampa separata delle parti in sporgenza. Per modelli con sporgenze complesse, considera di dividere il design in più parti che possono essere stampate separatamente. Assembla e unisci i pezzi dopo la stampa per evitare problemi di cedimento durante il processo.
Perdita di Precisione Dimensionale
 Fonte: All3DP
Fonte: All3DP
La precisione dimensionale si riferisce a quanto l'oggetto stampato corrisponde alle dimensioni e alla forma previste del design. Quando si perde precisione, le parti potrebbero non combaciare correttamente o non soddisfare i requisiti funzionali, il che può essere frustrante, specialmente per componenti meccanici o di assemblaggio.
Cause e soluzioni suggerite:
- Problema del primo strato. Un primo strato irregolare o mal aderito può predisporre a imprecisioni durante tutta la stampa. Assicurati che il letto sia correttamente livellato, che l'altezza dell'ugello sia calibrata correttamente e che la superficie del letto sia pulita per creare una solida base.
- Sotto o sovra estrusione. Un flusso di materiale incoerente può causare parti troppo grandi (sovra-estrusione) o troppo piccole (sotto-estrusione). Regola il moltiplicatore di estrusione o il tasso di flusso nelle impostazioni del tuo slicer per garantire che venga depositata la giusta quantità di filamento.
- Inaccuratezza delle misurazioni di lavoro. Inaccuratezze dimensionali possono verificarsi se gli assi della stampante non sono correttamente calibrati. Esegui un test di calibrazione degli assi e regola i passi per millimetro nel firmware della stampante per allineare i movimenti effettivi della stampante.
- Basso numero di poligoni. Progetti con un basso numero di poligoni possono risultare in curve e forme bloccheggianti o inaccurate. Assicurati che il tuo modello 3D abbia una risoluzione sufficientemente alta, specialmente per geometrie complesse, ed esporta il file con dettagli sufficienti in formato STL o altri formati supportati.
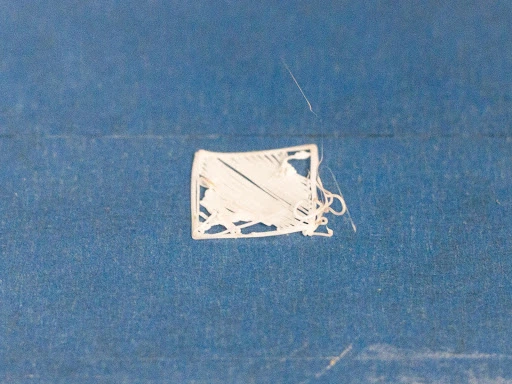
Ponti Disordinati
 Source: All3DP
Source: All3DP
Quando si stampano ponti—sezioni di un modello che attraversano spazi senza supporto diretto—il filamento può afflosciarsi, pendere o creare superfici irregolari. Questo risulta in una struttura del ponte disordinata e debole, influenzando l'aspetto e la resistenza complessiva del modello.
Cause e soluzioni suggerite:
- Angolo di bridging errato. I ponti stampati ad angoli scomodi potrebbero non formarsi correttamente, causando l'afflosciamento del filamento. Regola l'orientamento del modello nel tuo slicer per creare campate di ponte più corte o più stabili.
- Mancanza di supporti. Se un ponte è troppo lungo o manca di un adeguato supporto sottostante, può collassare o deformarsi. Aggiungi supporti nel tuo slicer per ponti grandi o impegnativi per aiutare il filamento a rimanere in posizione mentre si raffredda.
- Velocità della ventola troppo bassa. Un raffreddamento insufficiente può causare il rimanere morbido del filamento, portando a ponti pendenti. Aumenta la velocità della ventola per raffreddare il filamento più velocemente, aiutandolo a solidificarsi e mantenere la sua forma durante il bridging.
- Velocità di estrusione troppo elevata. Stampare ponti ad alta velocità può risultare in un posizionamento del filamento scadente, portando a risultati disordinati. Riduci la velocità di estrusione per le sezioni di ponte nelle impostazioni del tuo slicer per consentire una deposizione del filamento più precisa.
Problemi con le Stampanti 3D
Ugello Intasato
 Source: All3DP
Source: All3DP
Un ugello intasato è un problema comune nella stampa 3D, dove il filamento si blocca o si ostruisce all'interno dell'ugello, impedendo una corretta estrusione. Questo può portare a stampe incomplete o nessuna estrusione. Un ugello ostruito è spesso causato da detriti, filamento bruciato o temperature di stampa errate.
Soluzioni suggerite:
- Pulisci l'ugello. Innanzitutto, prova a pulire l'ugello per rimuovere eventuali ostruzioni. Puoi usare una spazzola di filo di ottone o un ago per rimuovere delicatamente eventuali detriti dalla punta dell'ugello. Assicurati che la stampante sia spenta e che l'ugello sia freddo prima di tentare di pulirlo.
- Cold pull. Un cold pull è una tecnica efficace in cui si riscalda l'ugello a una temperatura specifica, quindi si raffredda rapidamente e si estrae il filamento. Questo aiuta a rimuovere eventuali materiali ostinati bloccati all'interno dell'ugello. Per farlo, riscalda l'ugello alla temperatura di fusione, inserisci il filamento, quindi abbassa la temperatura ed estrai lentamente il filamento.
- Push-through. Per intasamenti meno ostinati, puoi provare a spingere manualmente il filamento. Riscalda l'ugello alla temperatura di stampa corretta e spingi delicatamente il filamento nell'ugello usando una pinza o uno strumento simile. Questo può aiutare a dislocare l'ostruzione e permettere al filamento di fluire di nuovo.
- Stantuffo. Usa uno stantuffo progettato per stampanti 3D. Questo strumento aiuta a spingere fuori qualsiasi filamento bloccato dall'ugello creando un po' di pressione. Inserisci lo stantuffo nell'hotend e applica una forza delicata per eliminare l'ostruzione.
Stampa Troppo Veloce
Quando la stampante opera ad alte velocità, il filamento potrebbe non avere abbastanza tempo per aderire correttamente allo strato precedente o stabilizzarsi. Questo può risultare in un'adesione debole, un allineamento degli strati scadente o dettagli disordinati nella stampa finale. Rallentare il processo di stampa può aiutare a migliorare la qualità e l'accuratezza delle tue stampe.
Soluzioni suggerite:
- Riduci la velocità di stampa. Abbassa la velocità di stampa nelle impostazioni del tuo slicer per dare al filamento più tempo per aderire e stabilizzarsi. Inizia riducendo la velocità del 20-30% e aggiusta ulteriormente se necessario.
- Riduci la velocità del primo strato. In particolare, riduci la velocità per il primo strato per garantire una solida base per il resto della stampa. Un primo strato più lento aiuta a migliorare l'adesione al letto e prepara il terreno per una stampa più fluida.
- Controlla le impostazioni di raffreddamento. Ad alte velocità, il raffreddamento potrebbe diventare meno efficace, portando a difetti. Assicurati che la ventola di raffreddamento funzioni correttamente e considera di aumentare la sua velocità per aiutare con la solidificazione rapida.
Conclusione
In conclusione, risolvere i problemi di stampa 3D richiede un approccio sistematico per identificare e risolvere i problemi comuni. Comprendendo le cause delle imprecisioni dimensionali, dei ponti disordinati, degli ugelli intasati e delle velocità di stampa eccessive, puoi implementare soluzioni efficaci per migliorare la qualità della stampa. La manutenzione regolare, la calibrazione corretta e le regolazioni delle impostazioni dello slicer sono pratiche essenziali per ottenere risultati ottimali. Con pazienza e pratica, puoi superare queste sfide e goderti l'esperienza gratificante di una stampa 3D di successo.


